Måttsättning - Toleranser
Lämplig skala förstora
I verkligheten går det aldrig att tillverka något med exakta mått! Det är visserligen irriterande men en detalj som vi tillverkar har alltid ett mått som på något sätt avviker från det angivna värdet.
Om vi i dagligt tal säger 30 mm så menar vi ett mått som vi mäter upp till 30 mm med den metod vi anser nödvändig.
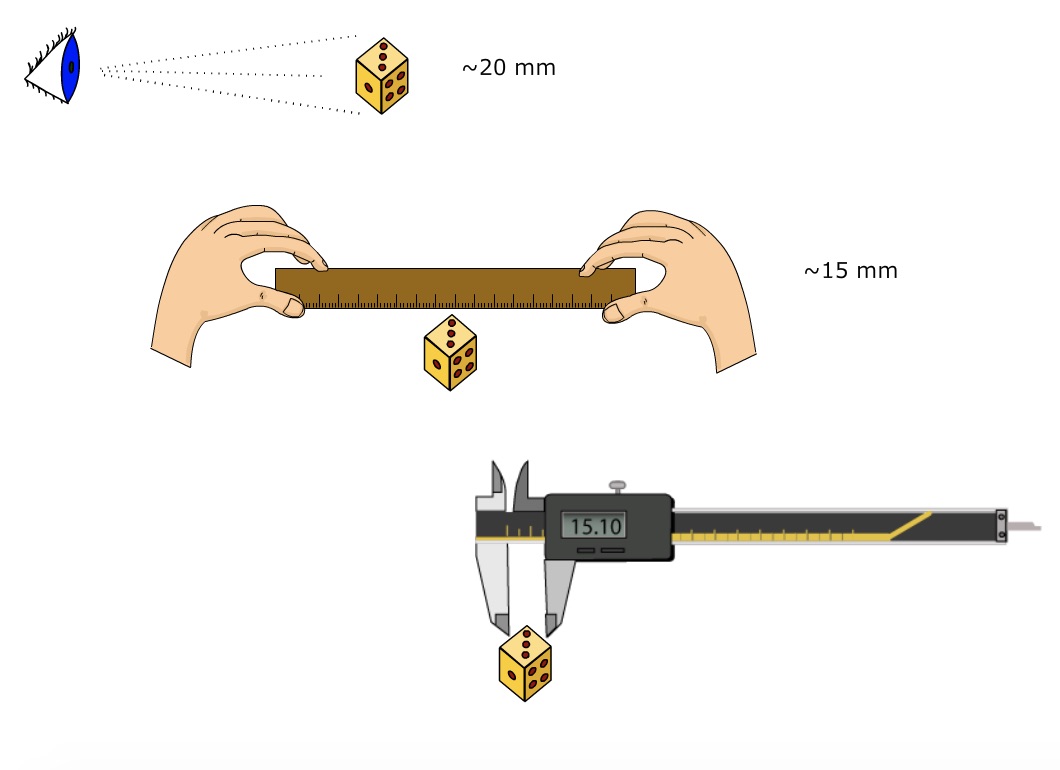
I verkligheten är måttet alltså inte exakt. Beroende på hur vi mäter kan vi få olika noggrannhet i angivelsen. Med ögonmåttet har vi en felkälla, med en linjal är vi mer noga, ett skjutmått ger ännu bättre och med ännu mer förfinade hjälpmedel kan vi vara mer exakta.
Osymmetrisk tolerans
Det kan vara så att vi kan acceptera att detaljen får ett större mått men inte ett mindre. Vi kan klara 30,5 mm men inte 29,6 mm! Då kan vi ange toleransen till exempelvis 30 plus 0,5/minus 0,1, alltså mellan 29,9 mm och 30,5 mm.
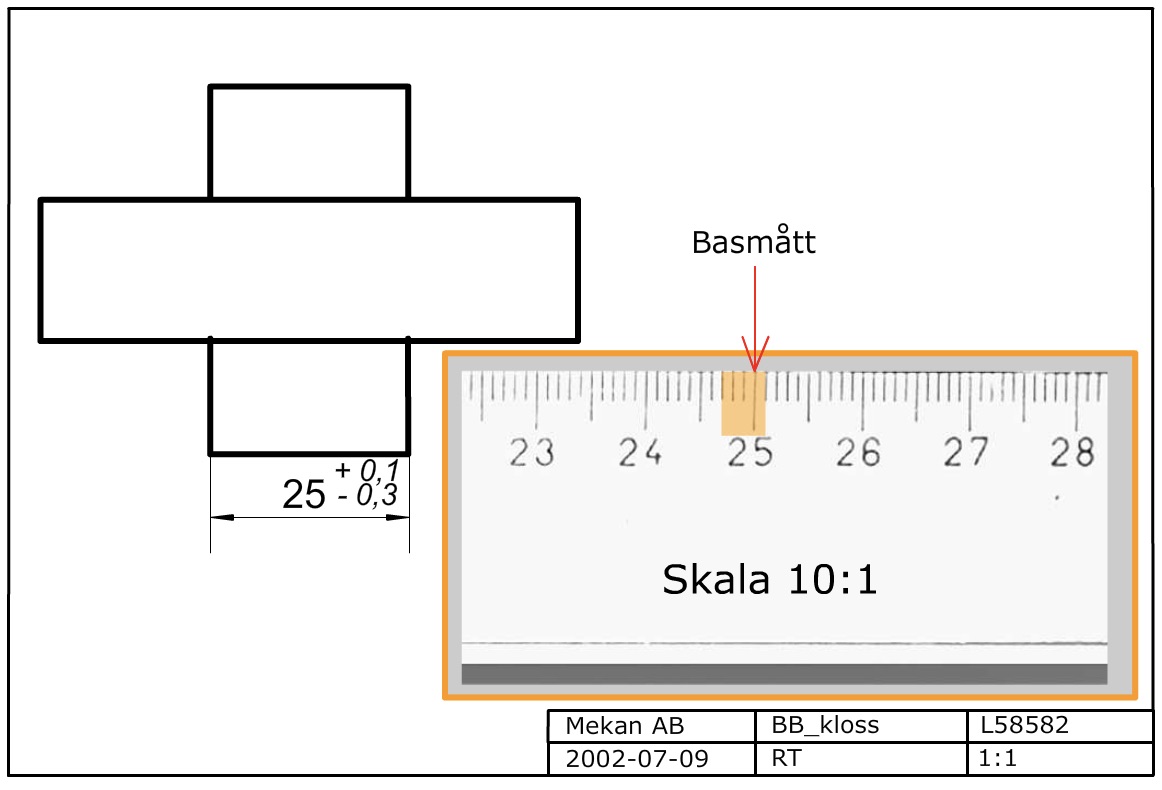
Det går också att ange max mått eller min mått beroende på kraven och funktionen. Givetvis kan också det omvända gälla att det tillåts större avvikelse under än över basmåttet (se bilden nedan).
Standard för tolerans
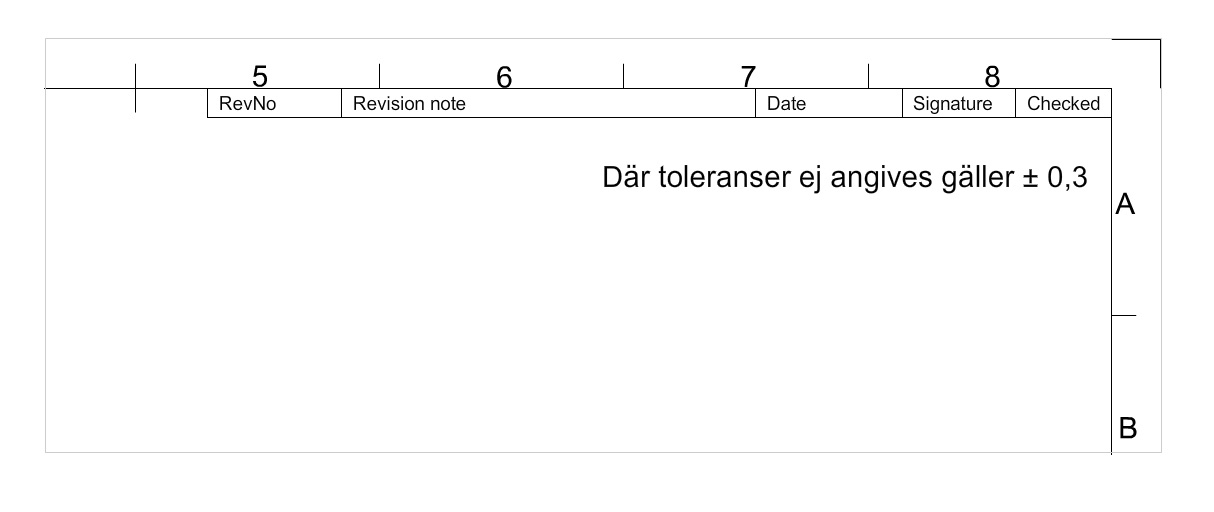
På en stor ritning med många mått kan det bli väldigt krävande att förse varje mått med en toleransangivelse. Då kan man använda sig av standard.
Normalt används det så att man anger en viss standard att gälla för de mått som man inte speciellt anger toleranser för. Fördelen är naturligtvis att man får generella värden som stöd tvärsigenom.
Onödigt snäva toleranser, alltså alltför hårda toleranskrav medför höga tillverkningskostnader. För grova toleranser gör att funktionen riskeras. Det gäller alltså att avgöra vad som krävs och begära det för de viktiga måtten men inte överdriva och sätt inte hårda krav där de inte behövs. En viss maskin klarar bara vissa toleranser, man kan alltså sätta krav som gör det nödvändigt att byta till andra maskiner, andra leverantörer osv.
Numeriska toleranser
Hos en numerisk tolerans är toleransens storlek skriven med siffror. Toleransens siffervärde skrivs ut på ritningen med siffror vid varje toleranssatt mått.
Det övre gränsavmåttet (det största tillåtna toleransmåttet) skrivs överst och det undre gränsavmåttet (det minsta tillåtna toleransmåttet) skrivs under, se fig. Detta gäller både invändiga och utvändiga mått.

Lika många decimaler används för både övre och undre gränsavmåttet utom för gränsavmåttet noll som skrivs 0.
Vid symmetrisk tolerans skrivs ± följt av gränsavmåttet som då är lika med halva toleransvidden.
Generella toleranser
Generella toleranser skrivs inte ut direkt på ritningen som ett siffervärde. I ritningens huvudfält ska det stå vilken toleransklass som gäller för basmåttet (nominella måttet). Genom erfarenhet vet man att olika tillverkningsmetoder ger olika måttnoggrannhet vid olika basmått. Dessa noggrannheter finns sammanställda som generella toleranser i en svensk standard som heter SS-ISO 2768–1.
Standarden är indelad i fyra olika toleransklasser:
f = fin m = medel c = grov v = mycket grov
Ju större basmåttet är ju mer tillåtande är måttavvikelsen, se tabellen. 
Även radier och faser inkluderas i det generellt toleranssatta måttet. Det kan ha betydelse när man väljer basmåttsområde i tabellen.
ISO-toleranser
ISO toleransen känns igen på den ISO-symbol (bokstav + siffra) som är skriven efter basmåttet. Grunderna i ISO-toleranssystemet beskrivs i SS-ISO 286–1.
ISO-toleransen kan anges enbart med en kombination av bokstav och siffra, men det blir allt vanligare att man även anger de numeriska värdena, se fig, direkt på ritningen eftersom det förenklar ritningsläsningen och eliminerar risken för felläsningar i tabeller.

Exempel på ISO-toleranser är 40 H7 (stora bokstäver visar att toleransen är för hål) och 50 g8 (små bokstäver visar att toleransen är för axlar). Måtten 40 och 50 anger de två toleransernas basmått/nominella måttet. Bokstaven står för toleransens läge i förhållande till basmåttet (om toleranser är symmetrisk, negativ eller positiv). Siffran efter bokstaven är ett mått på toleransens storlek, toleransvidd (området inom vilket måttet får variera). Bokstav och siffra måste tolkas med hjälp av tabeller över ISO-toleranser.
Att läsa i ISO-tabell
ISO-toleransens gränsavmått uttryckta i µm får man fram i tre steg:
Slå upp den gränsavmåttstabell som innehåller toleranslägets bokstav och toleransgradens siffra.
Gå ner till raden som innehåller basmåttet.
På raden står gränsavmåttet.
ISO-toleransens toleransvidd uttryckt i µm eller mm får man i fyra steg:
Slå upp toleransviddstabellen.
Gå in på raden för basmåttet.
Läs i kolumnen för grundtoleransen.
Där står toleransvidden.
ISO – toleranser bestämmer passningen mellan två detaljer. Se fig nedan
