Måttsättning - Måttsättningsmetoder
Välj metod för måttsättning
Det finns olika sätt att ange mått på en ritning. Anledningen till att man inte låst till en enda är att de olika metoderna är bra vid olika tillfällen.
Det är inte alltid självklart vilken metod man ska använda men det finns också tillfällen då man bör undvika en metod.
Kedjemåttsättning
En metod för att måttsätta detaljer kallas kedjemåttsättning. Det syftar på att måtten ligger efter varandra som länkar i en kedja. Man börjar med ett mått, fortsätter sedan därifrån med nästa mått, etapp för etapp.
Varför ska man välja den här metoden eller en annan för måttsättning av viss detalj? Man ska alltid beakta två saker när man väljer metod. Dels tydligheten så att det inte är någon oklarhet om vilket mått som avses. Dels är det funktionsmått. Att se till så att mått som krävs för att bitar ska passa tillsammans verkligen blir rätt.
Beroende på hur man måttsätter kan det fel som obönhörligt uppstår vid tillverkning adderas eller ta ut varandra. Beroende på önskad funktion är det därför viktigt att välja rätt.
Kedjemåttsättning
Vid kedjemåttsättning får man större noggrannhet mellan näraliggande punkter. Om avståndet mellan två hål är avgörande för monteringen av detaljen medan det inte är lika viktigt att hålens läge på detaljen är så exakt lämpar sig kedjemåttsättning bra.
Titta på kammen i figuren. När vi sätter toleranser på dessa kedjemåttsatta mått så får vi effekten att felen adderas på ett sätt som kanske inte var avsikten. Se figuren! Notera att ju längre vi kommer desto mer fel hamnar kammarna.
Baslinjemåttsättning
Istället för kedjemåttsättningen kan vi använda förenklad baslinjemåttsättning. Det ser ut som figuren nedan.
I baslinjemåttsättningen utgår man alltid från samma punkt, den så kallade baslinjen. Det kan vara praktiskt för att t.ex. kunna kontrollmäta på ett smidigt sätt. Om man kan ställa färdig detalj på mätbordet och sedan ta alla mått med mätklocka så är det snabbare och bättre än att försöka ta mått mellan punkter utefter detaljen. Nackdelen är att avståndet mellan två näraliggande punkter blir osäkrare bestämt. En tand i kammen kan i exemplet bli 11,0 istället för max 10,5 som vi tänkte oss när toleranserna bestämdes.
Det viktigaste när man anger toleranser är att man vet vilka gränser som är acceptabla ur funktionssynpunkt, alltså funktionsmått! Om ett mått inte får bli större eller mindre än ett visst värde så ska det givetvis fastställas av toleranserna. Om däremot måttet kan avvika mer så ska man inte ge så snäva toleranser. Det fördyrar tillverkningen att vara onödigt noggrann.
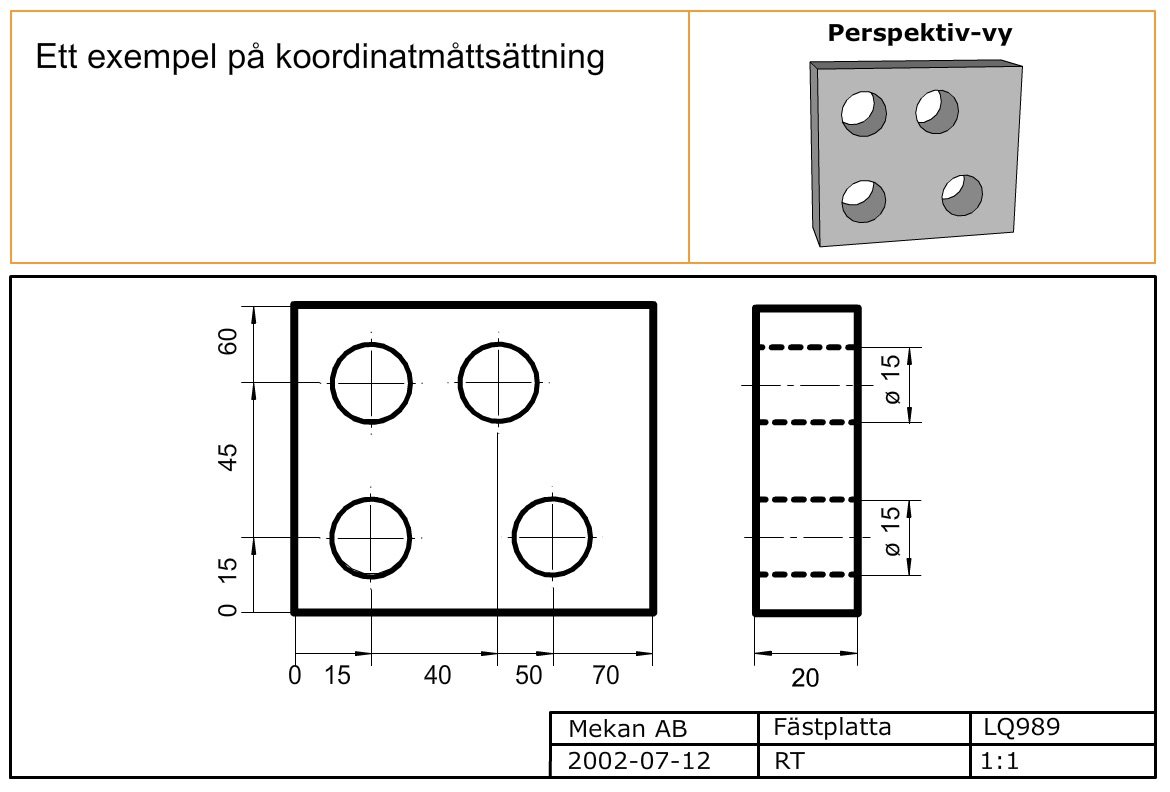
Koordinatmåttsättning
NC maskiner arbetar i koordinatsystem. Det är förstås ett starkt argument för att använda koordinatmåttsättning. Metoden liknar mycket baslinjemåttsättning i två axlar.